线激光插件使用说明
1.插件安装
1.1 下载插件
下载地址:联系相关技术人员获取插件。
1.2 安装插件
将插件放到指定目录下。
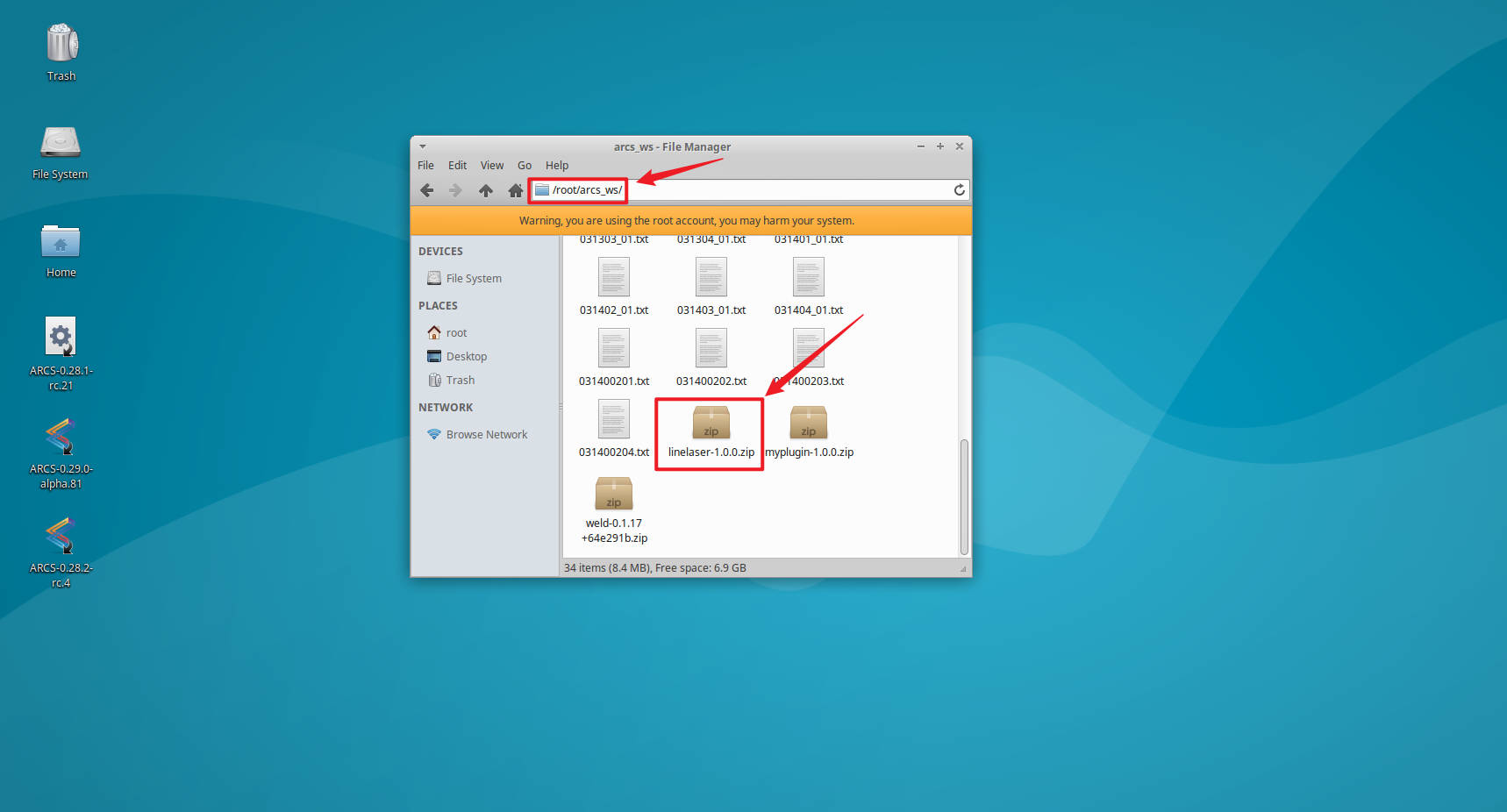
打开软件,在主页->设置->系统->插件,单击新增。
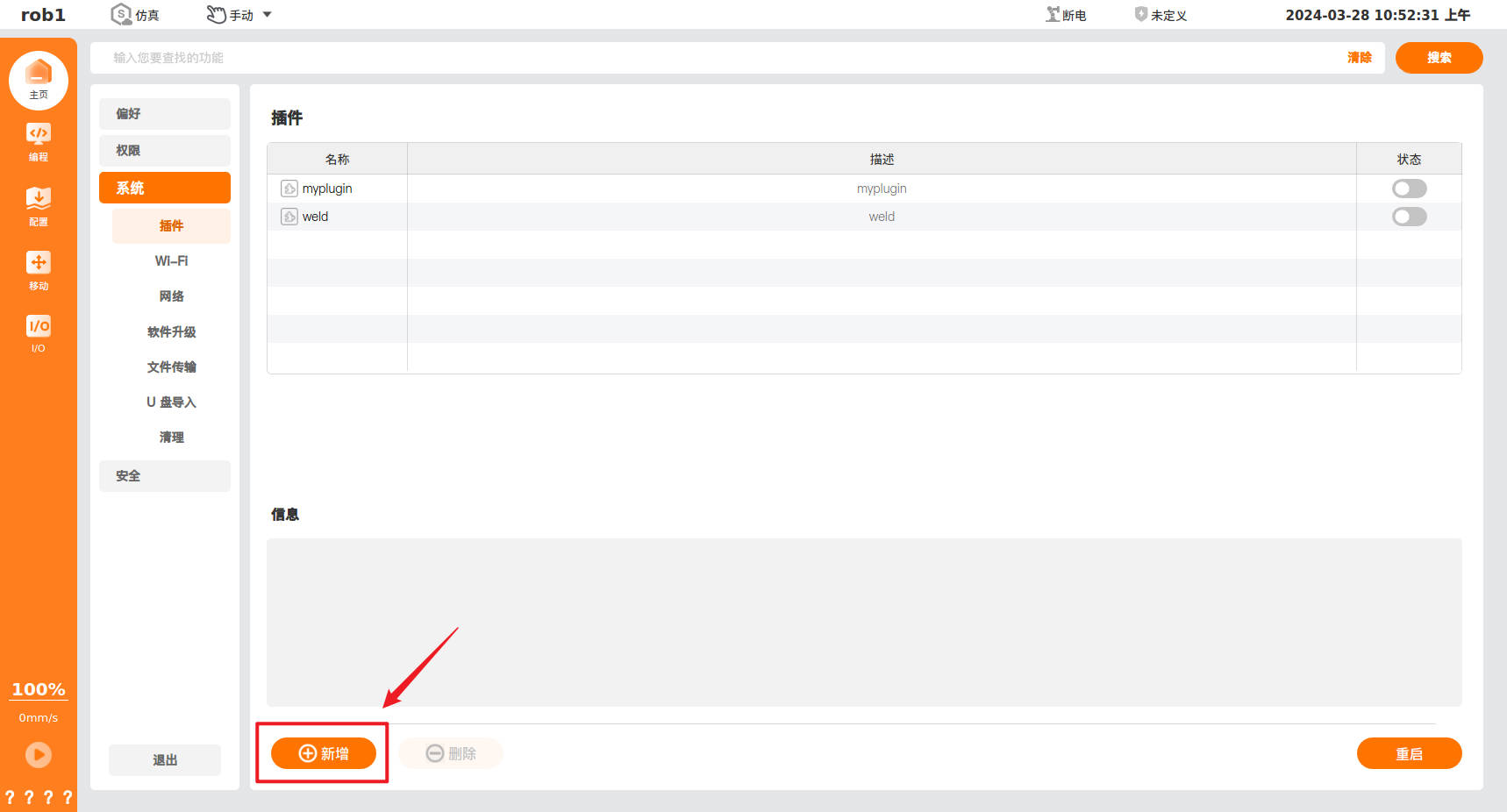
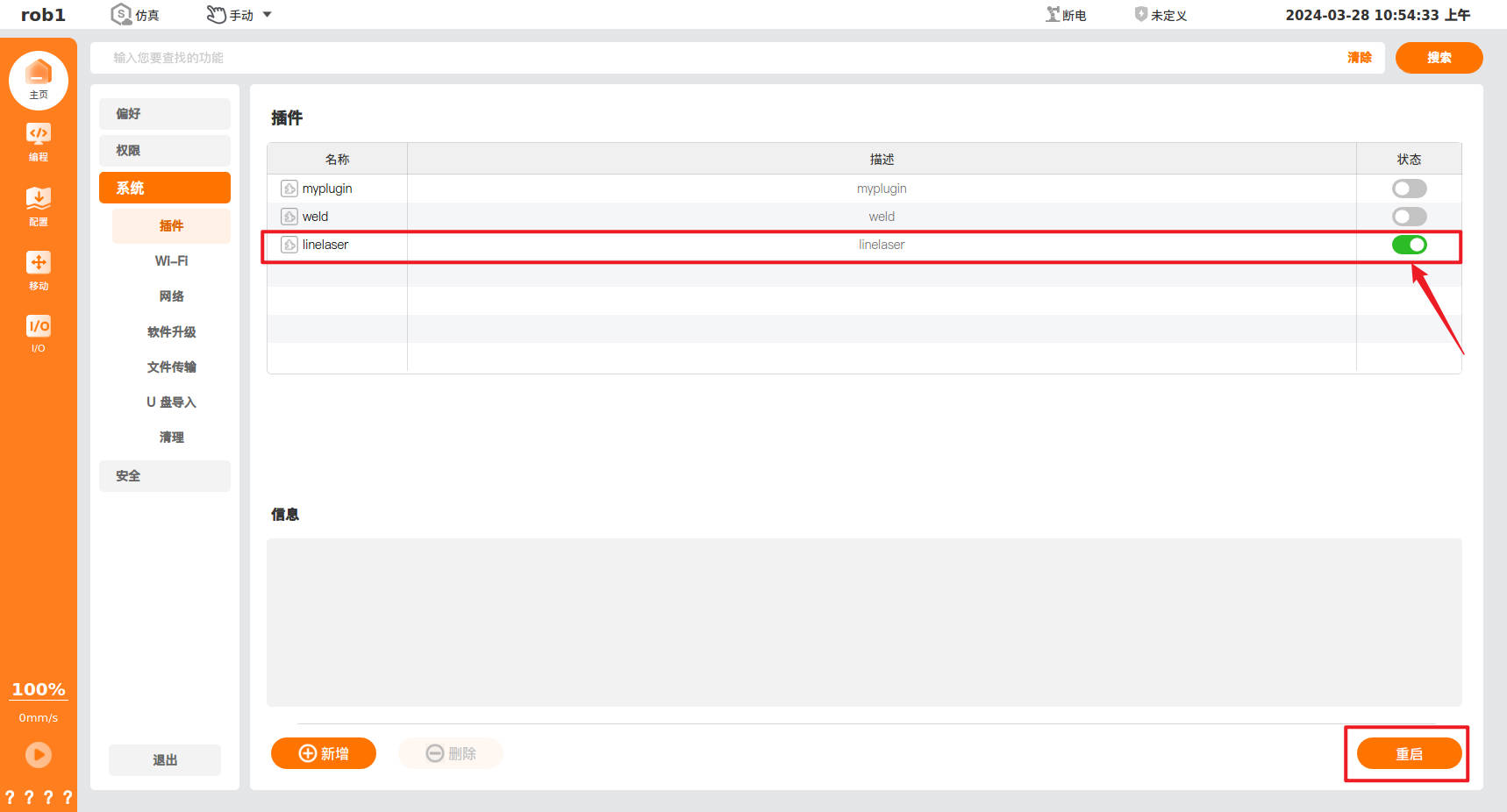
选择对应插件,然后重启。
打开插件。
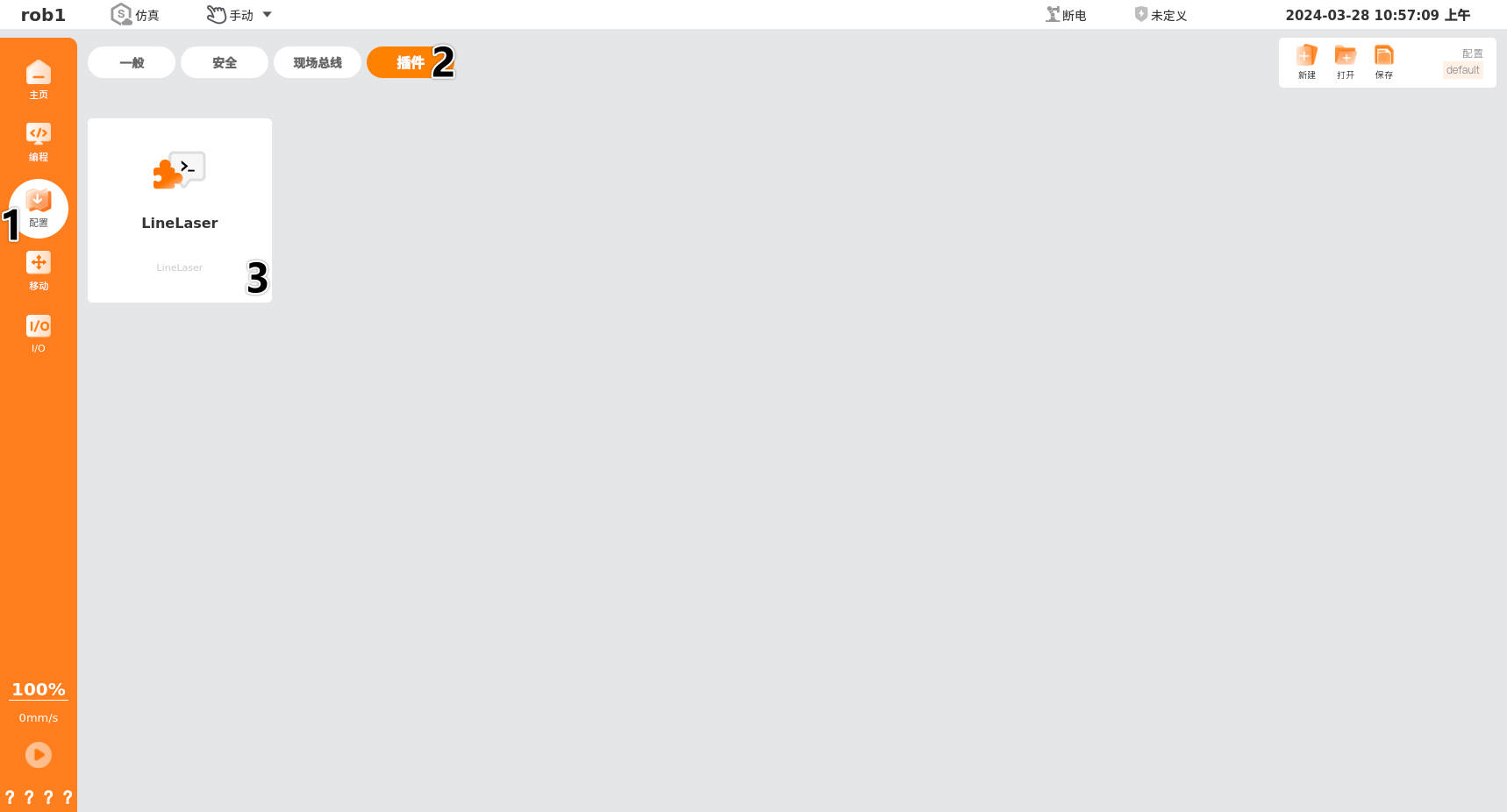
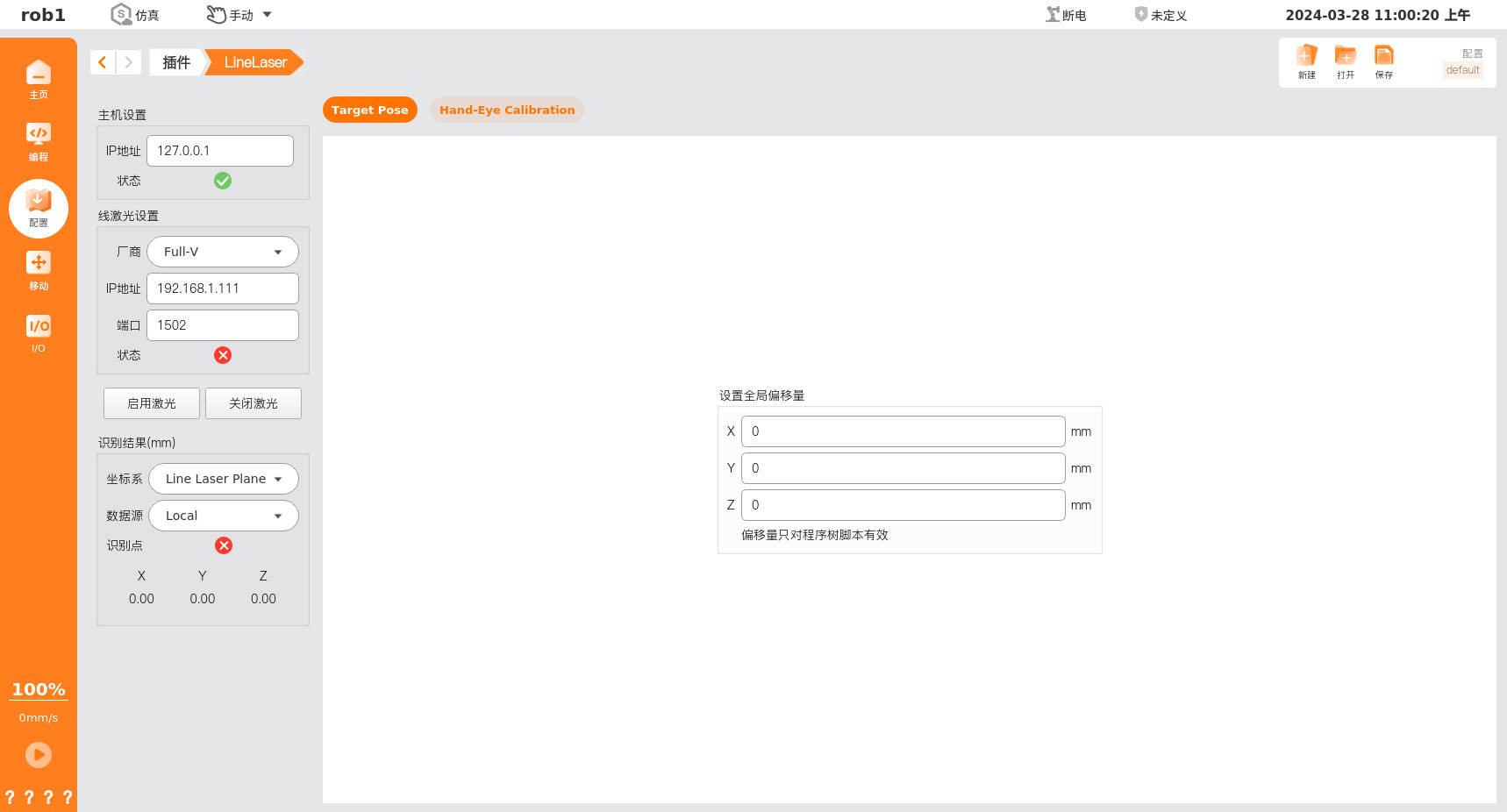
插件界面。
插件安装成功。
2.传感器安装
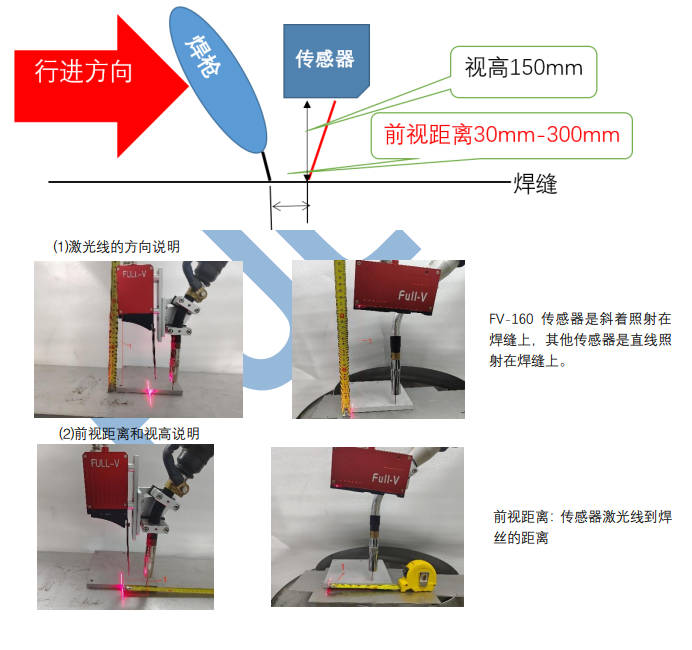
2.1 安装示意图
安装高度约150mm左右,TCP与激光线的水平距离称为前视距离一般30mm-50mm范围内,此距离越长受焊接变形的影响越大。
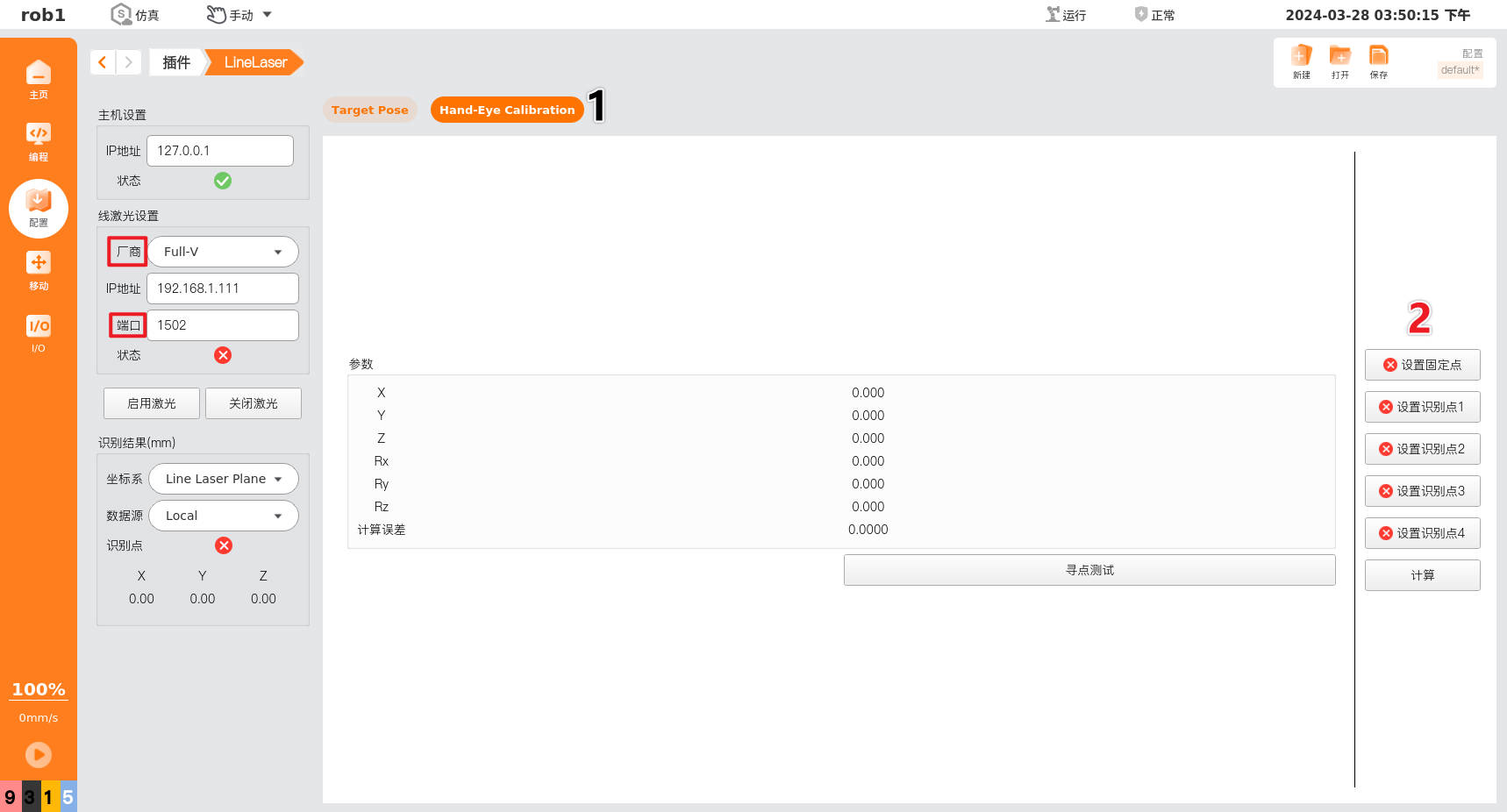
2.2 手眼标定
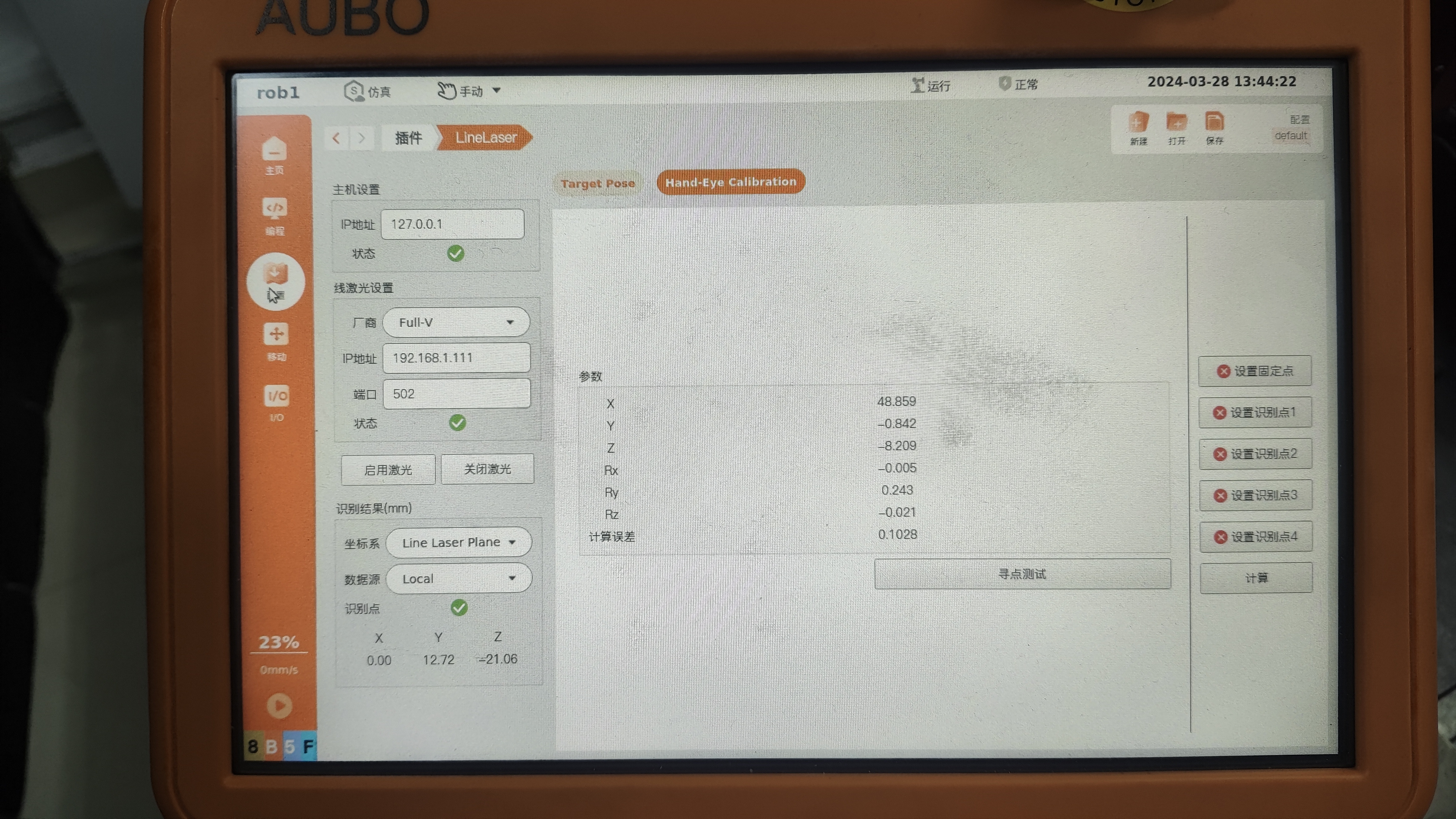
界面,不同厂商对应不同的modbus端口号,全视对应502,明图对应1502,此教程以苏州全视为例。
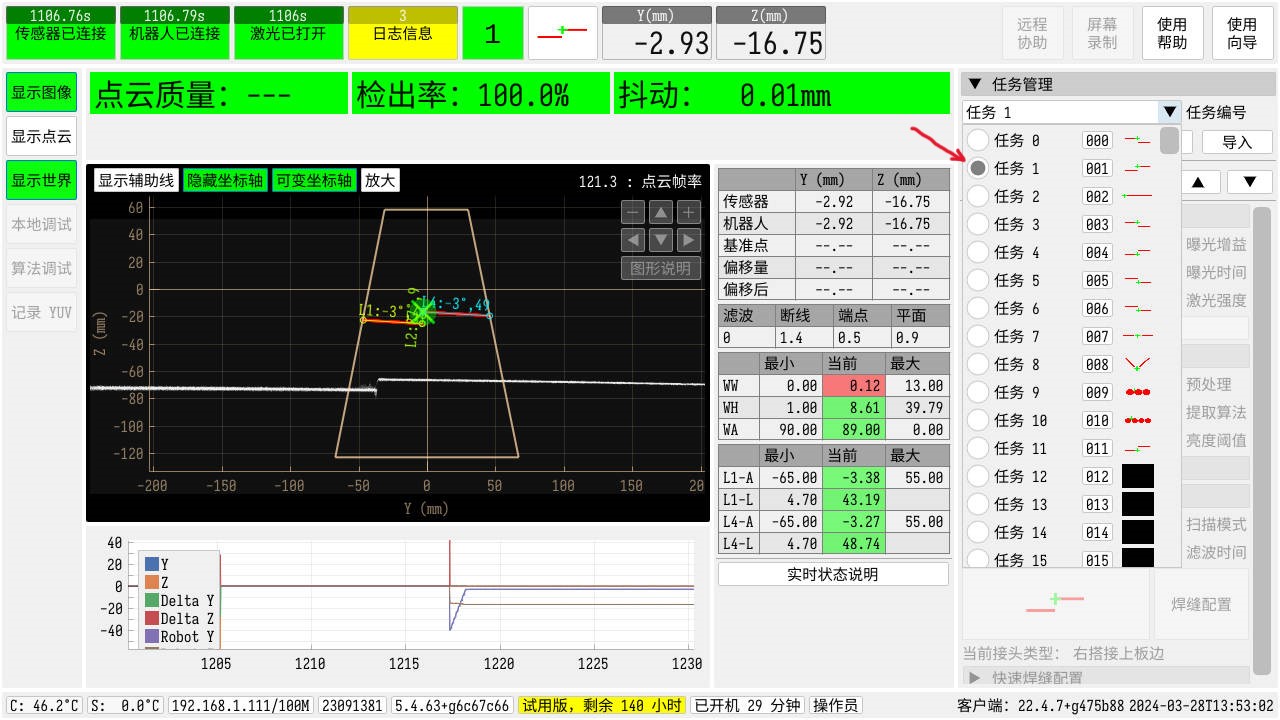
首先设置在传感器中设置焊缝类型(选择搭接,操作较方便),选中任务1,加载;
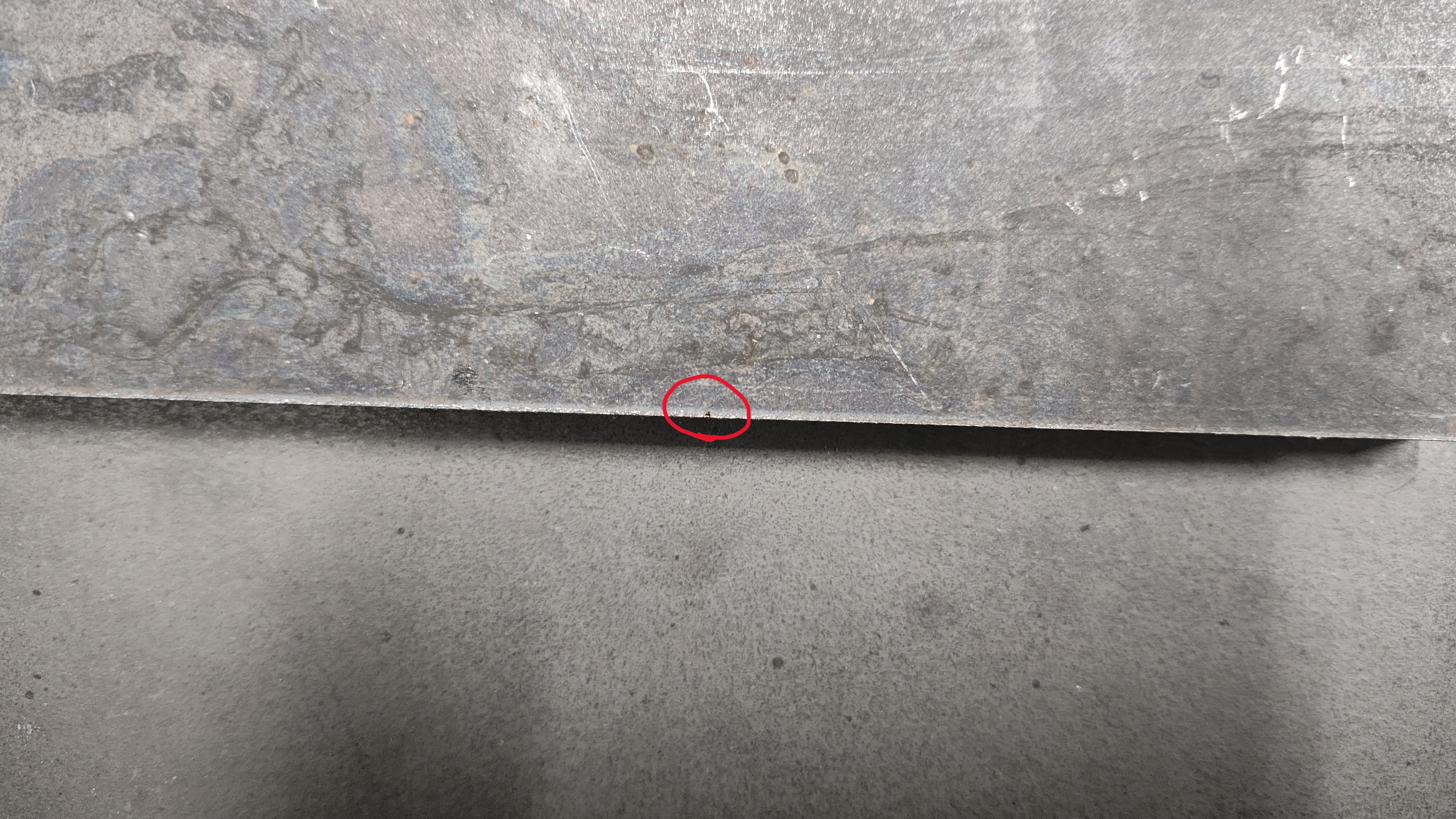
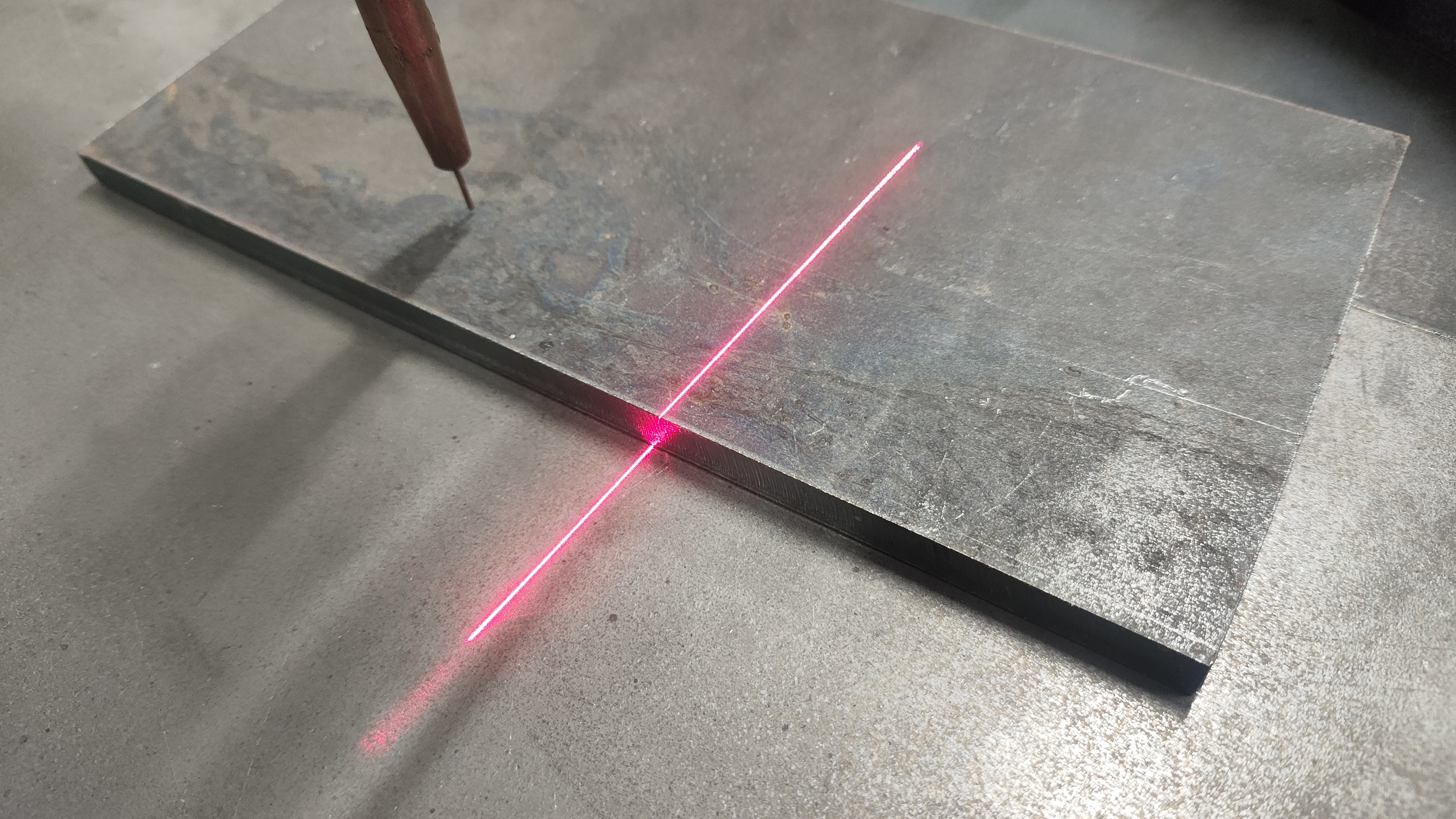
然后在对应焊缝上做一个标记点,如下图:
手眼标定过程,在界面最右侧从上到下依次记录五个位姿,要确保传感器在这五个位姿下都能识别到焊缝点,然后计算保存。
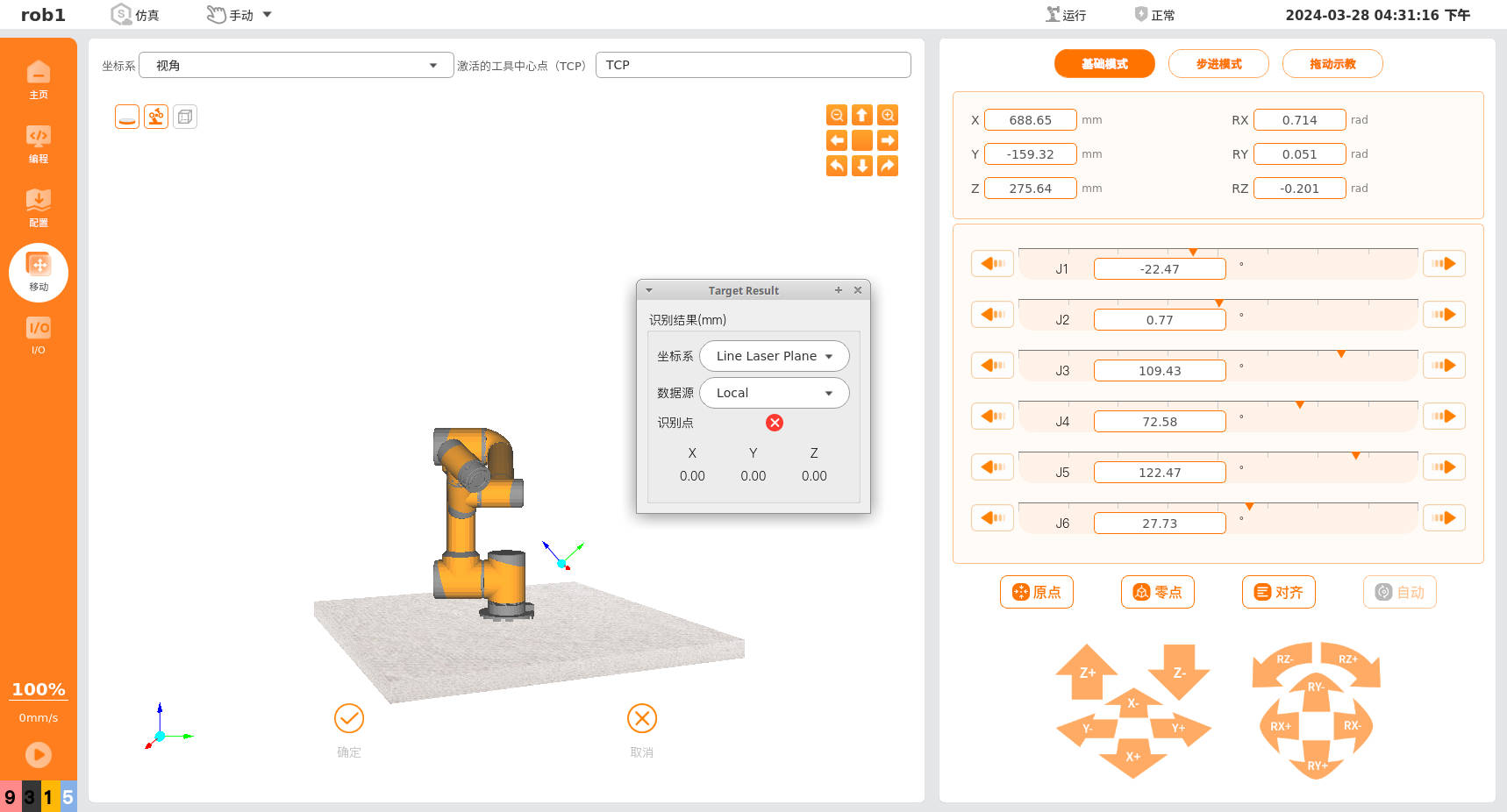
开始手眼标定,点击设置固定点,在如下界面中将TCP尽量精准指到焊缝标记点处,如图,点击确定。
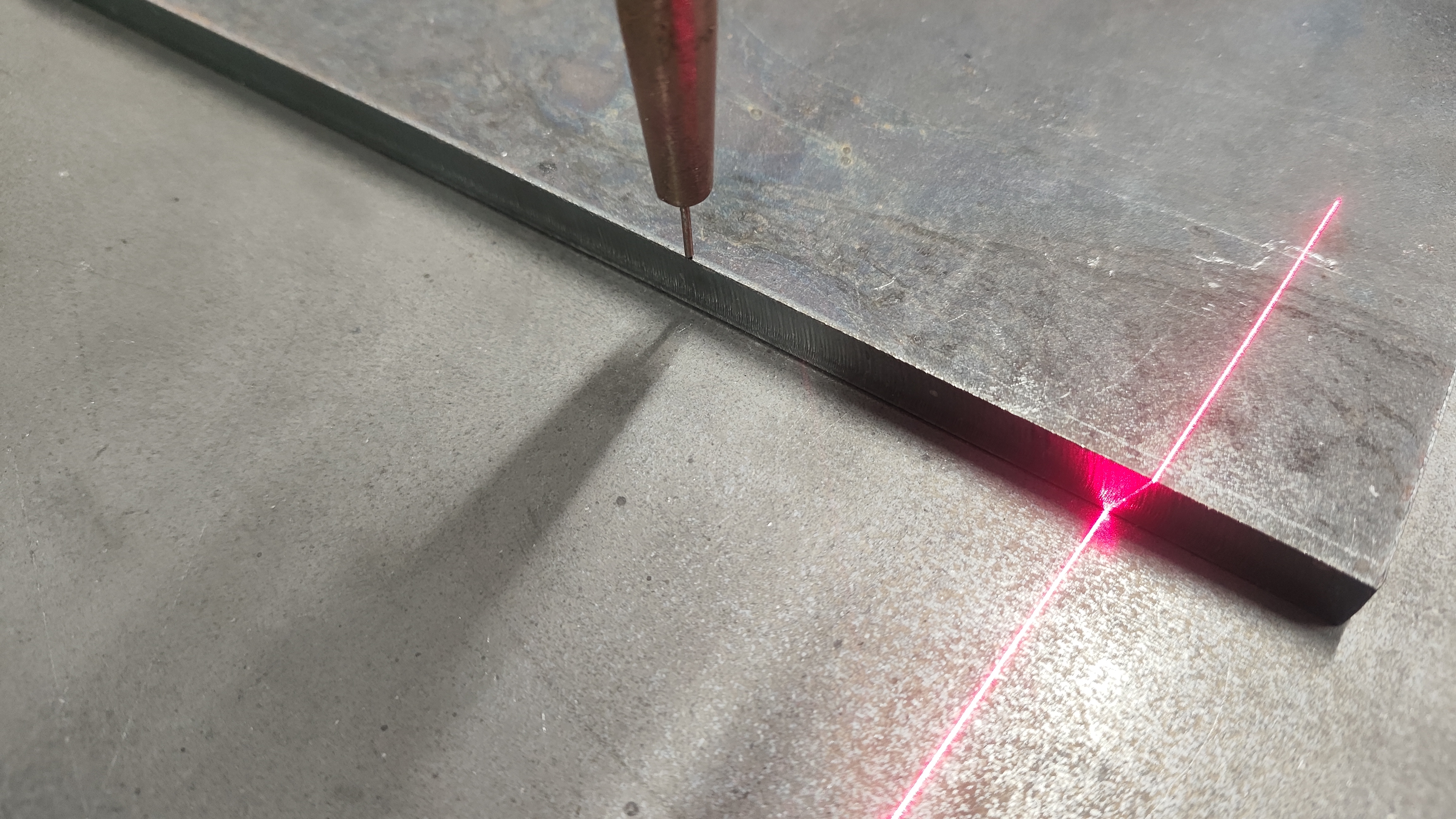
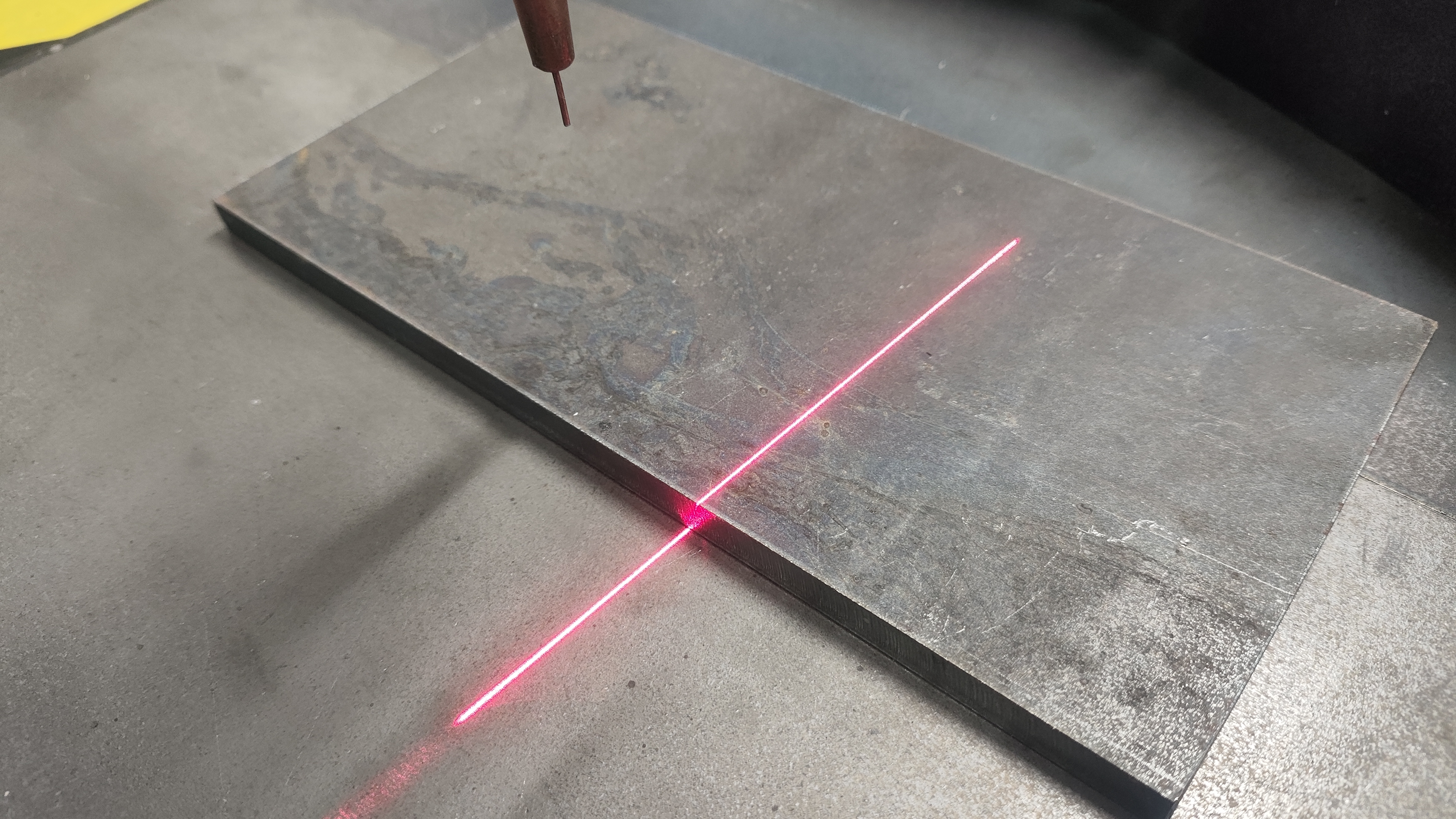
然后点击“设置识别点1”,在界面中移动机械臂将线激光打在焊缝标记点处,确定。
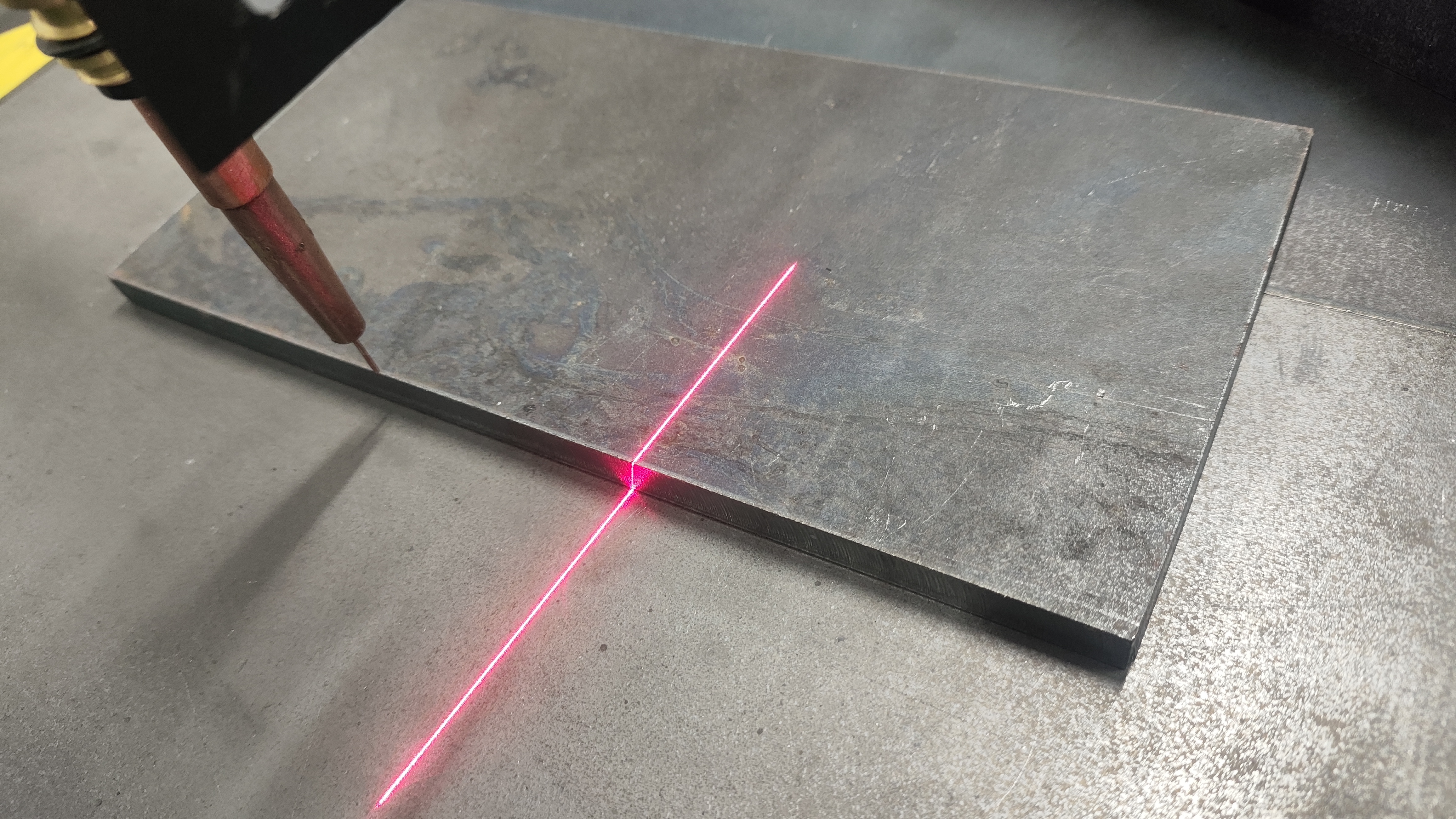
然后点击“设置识别点2”横向移动机械臂,高度不变前后调整,确保线激光打在焊缝标记点处,确定。
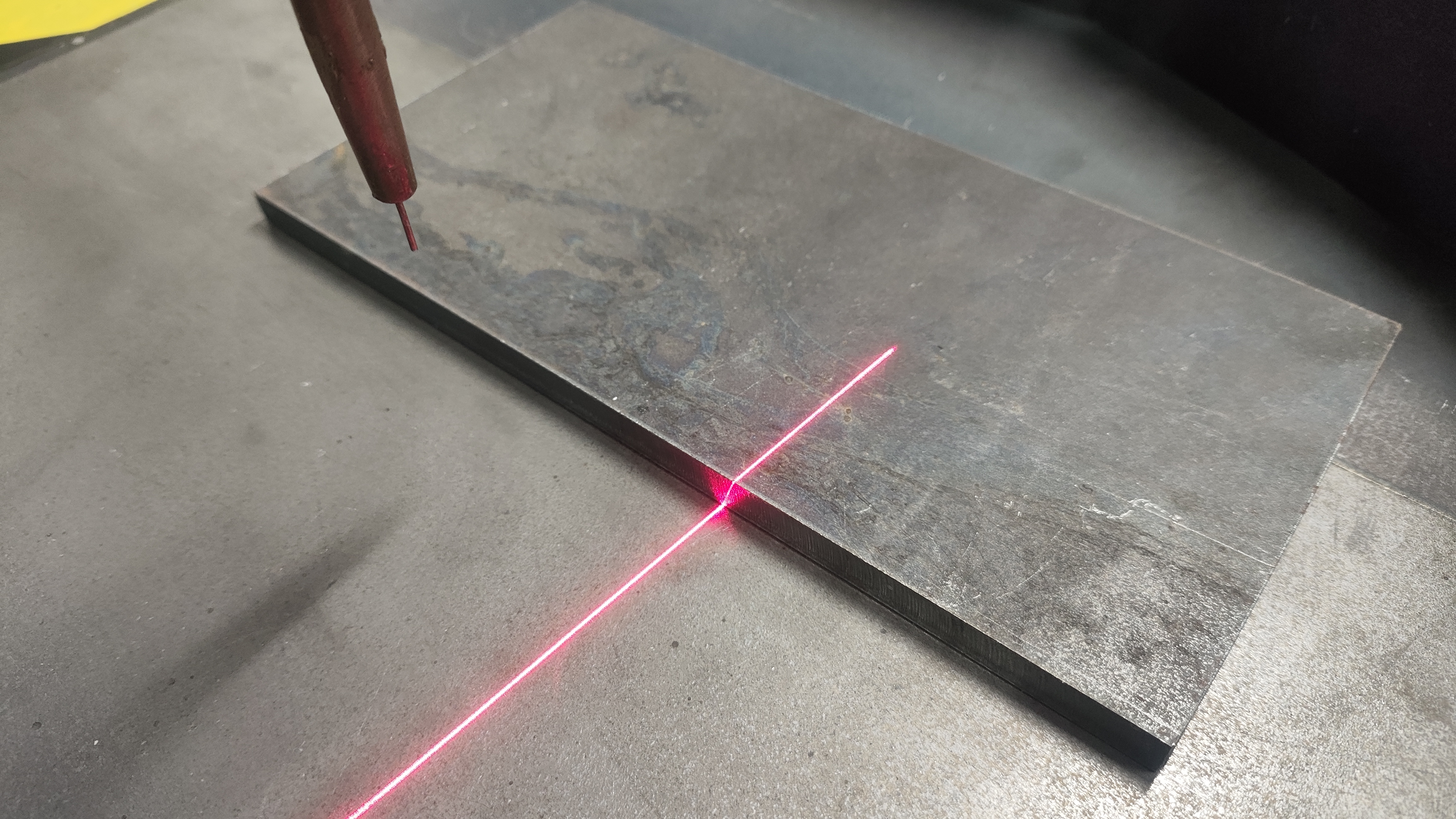
点击“设置识别点3”,将机械臂抬高一定距离,前后移动确保线激光打在焊缝标记点处,确定。
点击“设置识别点4”移动机械臂,高度不变前后调整,确保线激光打在焊缝标记点处,确定。
最后点击“计算”,结果会显示在中间,计算误差一般在0.5以下较为合适,点击右上方保存结果,至此手眼标定完成。
3.程序节点介绍
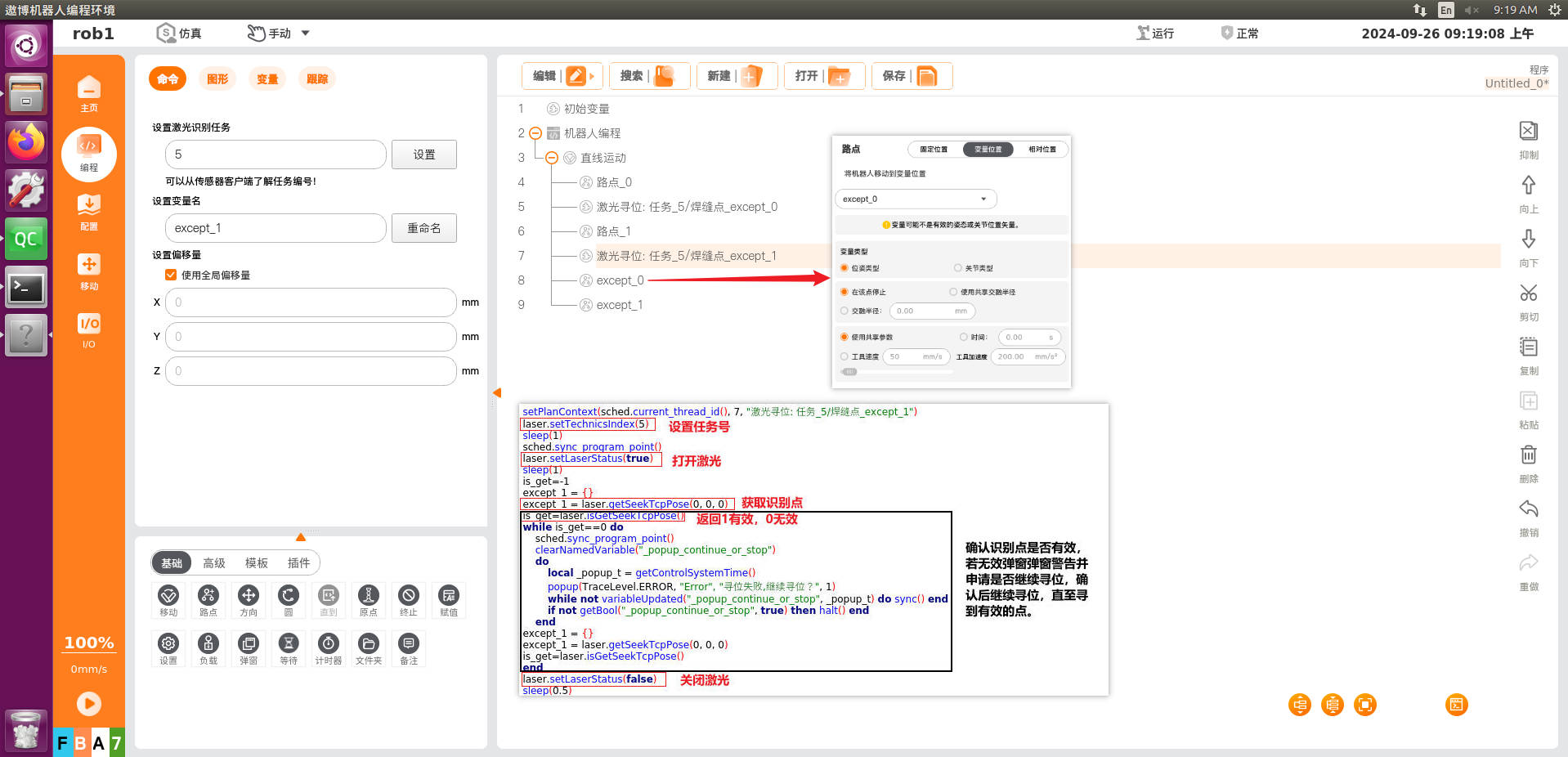
3.1 激光寻位
该程序节点功能是设置传感器任务编号,拿取识别的焊缝坐标点(x0,y0,z0),和"路点_0"的(Rx0,Ry0,Rz0)组成全局变量"expect_0",供后续使用。
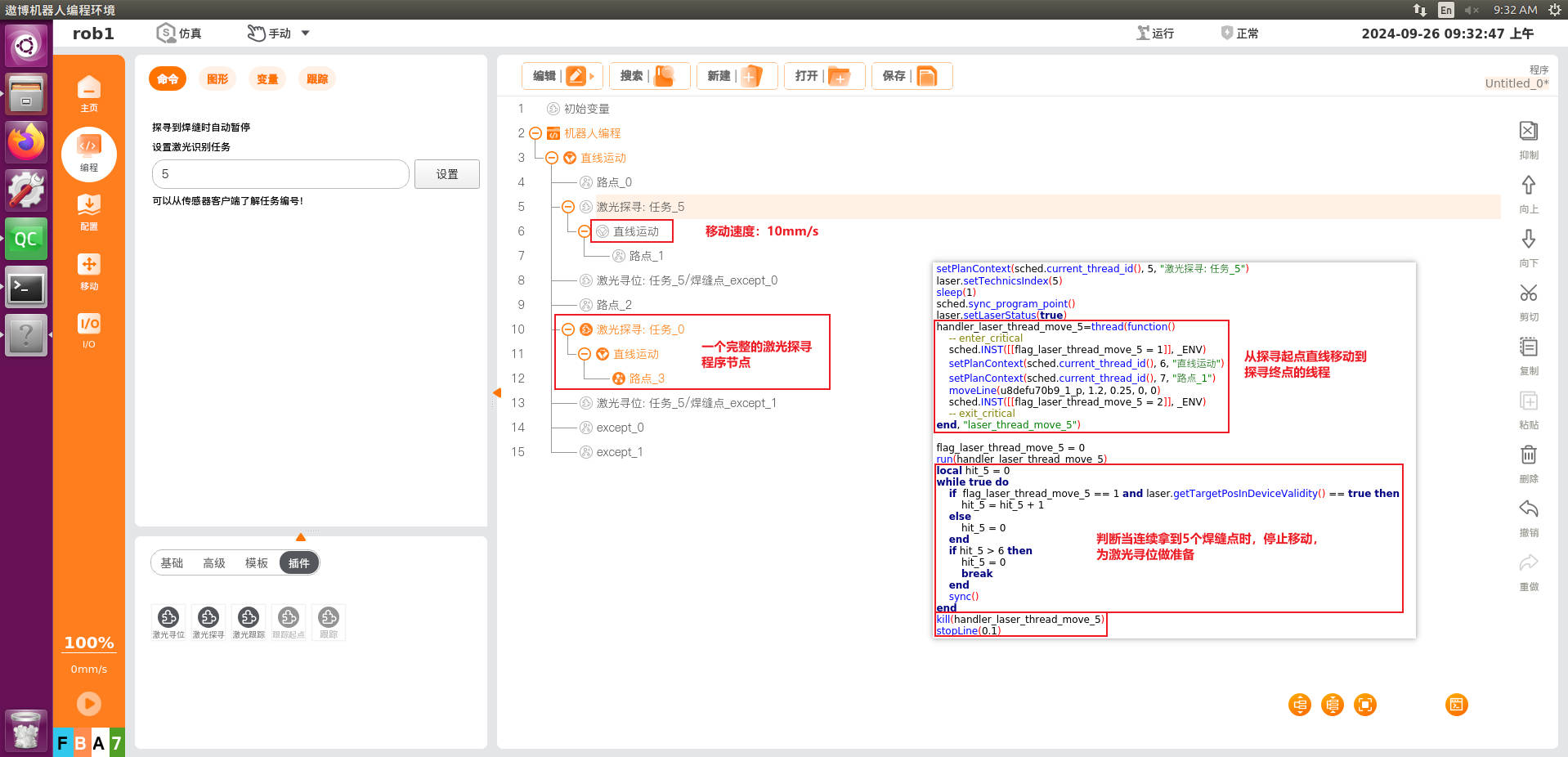
3.2 激光探寻
该程序节点功能是线激光从“路点_0”扫到“路点_1”,扫到焊缝点时停止,需要和激光寻位配合使用,停止时拿取扫到的点。需先设置任务号。
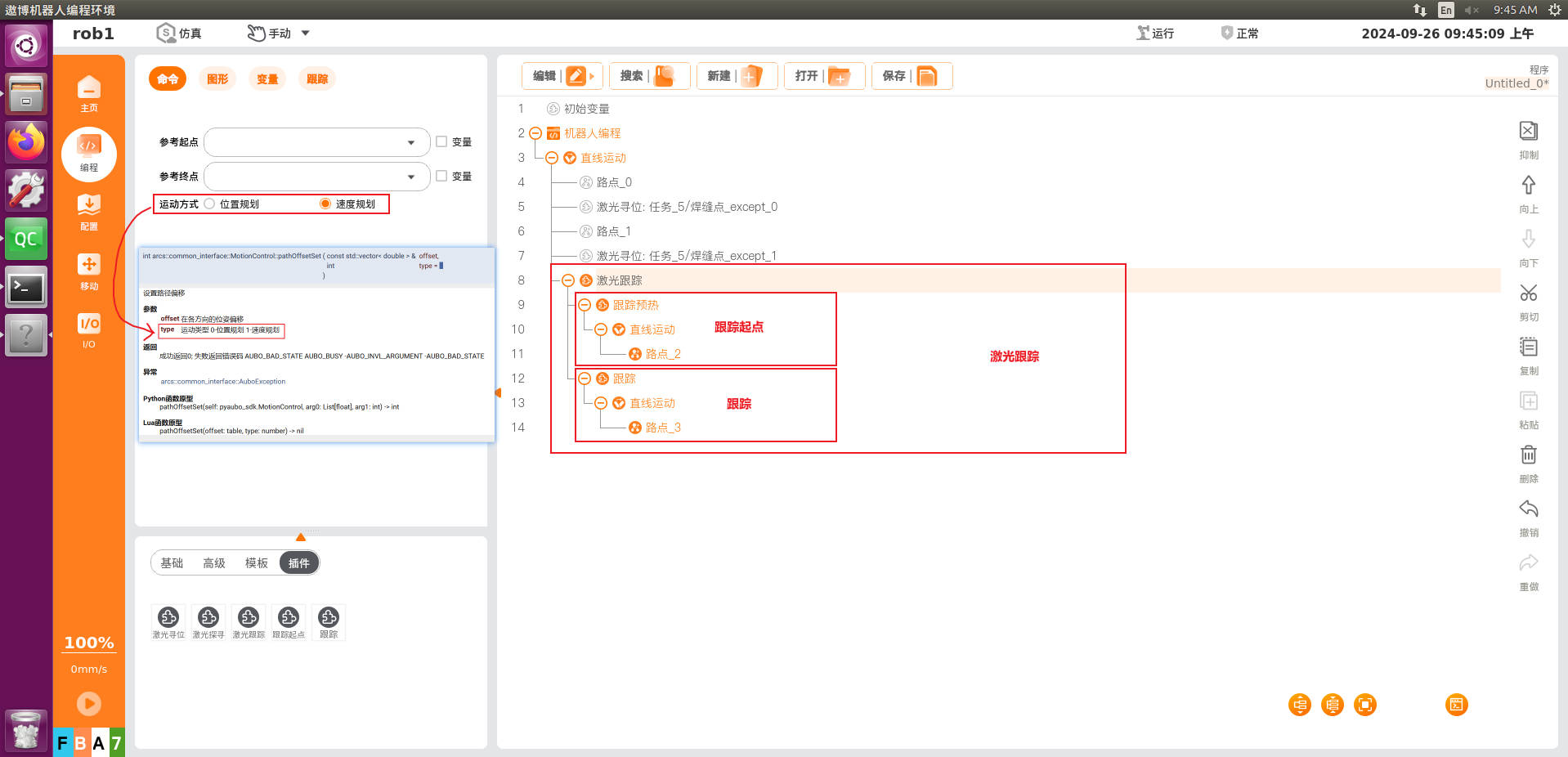
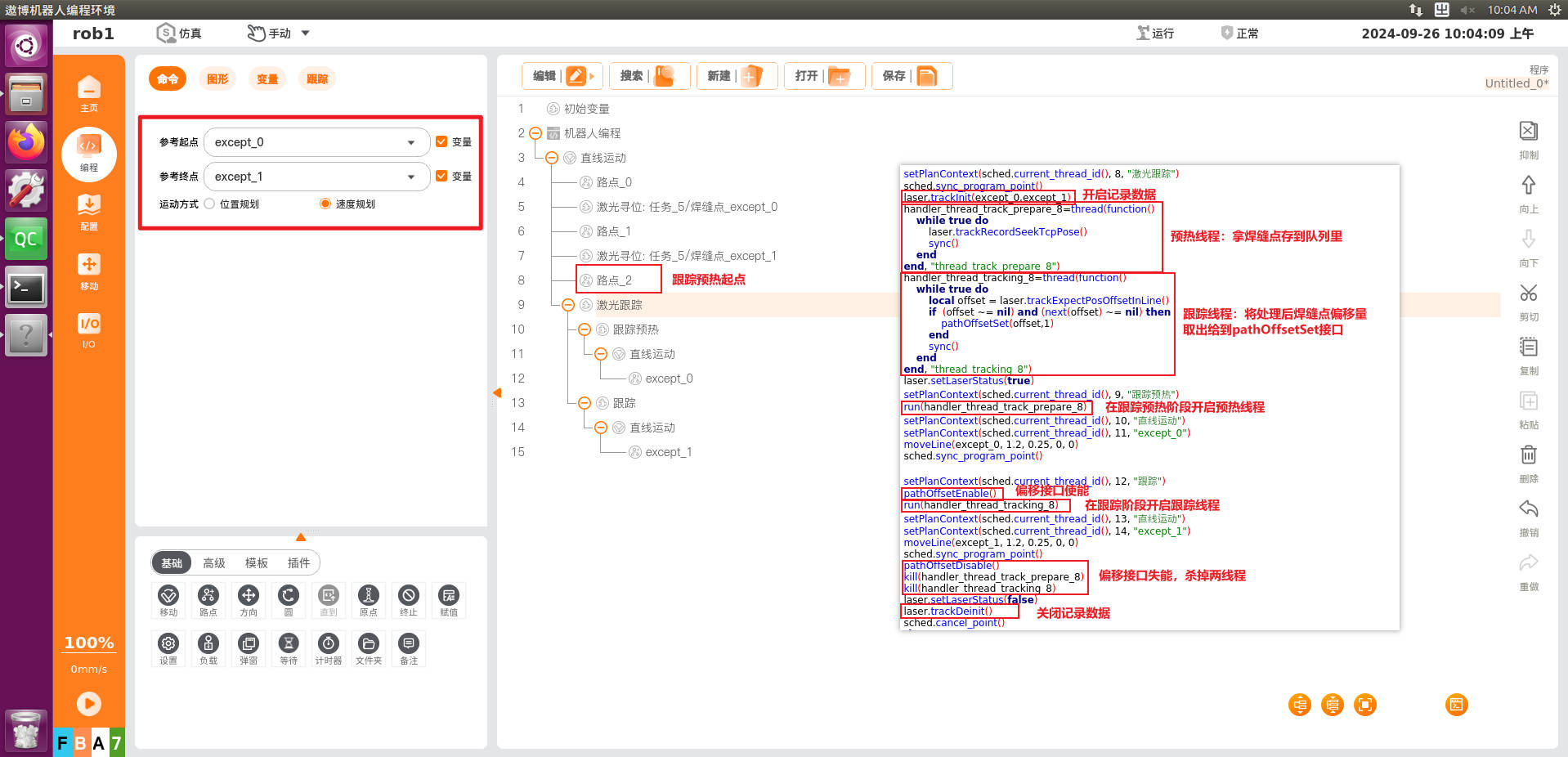
3.3 激光跟踪
该程序节点功能分为两部分,从“路点_2”到“变量_0”为跟踪预热阶段,此阶段激光扫到的区域应包含焊缝起点,然后此阶段运行线程将识别的点存到队列里;下一个阶段为跟踪阶段,是节点的主要阶段,该阶段开始使能,机器人从队列里拿点,执行跟踪。“路点4”为跟踪预热起点,一般通过示教获得;“变量_0”和“变量_1”为焊缝起点和终点,一般通过寻位获得。
注意:
1.激光探寻是速度为6-10mm/s,一般设置为8mm/s
2.跟踪预热阶段是速度为6-15mm/s,一般设置为10mm/s
3.跟踪和实际焊接的速度为6-10mm/s,一般设置为8mm/s